

灼热丝试验仪加热部件的更换

灼热丝试验仪加热部件是用标称直径为4.00mm±0.07mm(前端弯曲)的镍/铬(其中镍的成分大于77%,铬的成分在
19%~21%之间)U型发热丝制成如下图所示,灼热丝采用简单的电路通过大电流加热,因此灼热丝的电气连接应能
确保通过大电流而又不影响电路的性能的长期稳定性。但在实际运用中,加热部件因长期处于高温状态,加上压力作
用,极易引起损坏。接下来,小编将为您详解引起灼热丝加热部件需经常更换的原因及更换步骤。
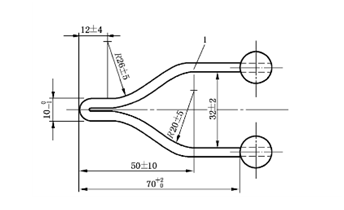

U型发热丝设计图 进口带圈U型发热丝实物图
1、试验前未校准仪器
进行加热部件试验前,试验装置应使加热部件保持在一个水平面上,并且在使用时加热部件要对样品施加0.95±0.1N
的力。加热部件的顶部进入或穿透试验样品的深度应限制在7.0mm±0.5mm以内。由于试样的规格和大小比较难固
定,有时可能因为试样的大小或者形状导致在接触加热部件顶部时,样品穿透的深度过大,导致残留物进入加热部件
头部堵塞小孔。因此,在试验样品固定前要仔细检查夹具小车距离加热部件头部的距离,确保试验进行中,小车不会
由于距离过小而导致样品融化堵住加热部件的小孔。
2、试验过程中的清洁问题
在正常使用中,由于灼热丝根据不同样品设定不同试验温度,往往在进行较低温度试验时由于温度较低,不能够将加
热部件上残留物烧尽,往往需要钢刷清洁加热部件头部的间隙中,不利于升温加热,且在用钢刷清洁时往往会不经意
触碰到热电偶,导致热电偶滑出小孔或者松动。
3、试验正常损耗
一般电工电子产品对于着火危险试验都有相应的要求,灼热丝试验相对于其他测试试验比较频繁,灼热丝加热部件的
使用寿命一般在3~4个月左右,在实验之前都应对灼热丝试验机进行相关检验级平时维护保养工作,以延长其使用寿
命。
试验前在校准过程中,若发现温度上不去或者加热部件尺寸减少得比较多时,应 及时更换加热部件。一般过程需要
更换热电偶和U型发热丝,具体步骤如下。
1、关闭电源。
2、折掉热电偶,防止损伤。
3、松掉铜柱螺丝,用螺丝刀尾部敲打U形发热头使其松动
4、钳嘴夹持U形发热头根部,缓缓撬出,注意两边平行对称。
5、装入新的U形发热丝,压紧固定。
6、检查7mm限位情况,调整7mm限位。
7、固定好U型发热丝后再安装热电偶,将热电偶连接好,从U型发热丝中间的缝隙穿 过,热电偶头部插入U型发热
丝头部小孔中,为了使加热效果更好,应使热电偶头部插 入的角度稍稍与水平面成一定角度,使得热电偶有一个向
前的力顶住小孔,如下图所 示,以达到固定的目的,使加热更充分。

8、加热部件安装好之后需对加热部件温度测量系统进行校验。将一块纯度至少为 99.8%,面积为2mm2,厚度为
0.06mm的银箔片放置在加热部件顶部的表面来完成温 度的单点确认。
9、放置好银箔之后,将灼热丝试验机以适当的加热速率进行加热,当银箔开始熔化 时,加热部件温度应显示
960℃±15℃。

